工程评估
关键尺寸和装配风险开模前确认

Plastic Injection Mold & Injection Molding Manufacturer
关键尺寸和装配风险开模前确认
严格的质量控制体系
先进设备 快速响应
从设计到批量生产的一站式服务
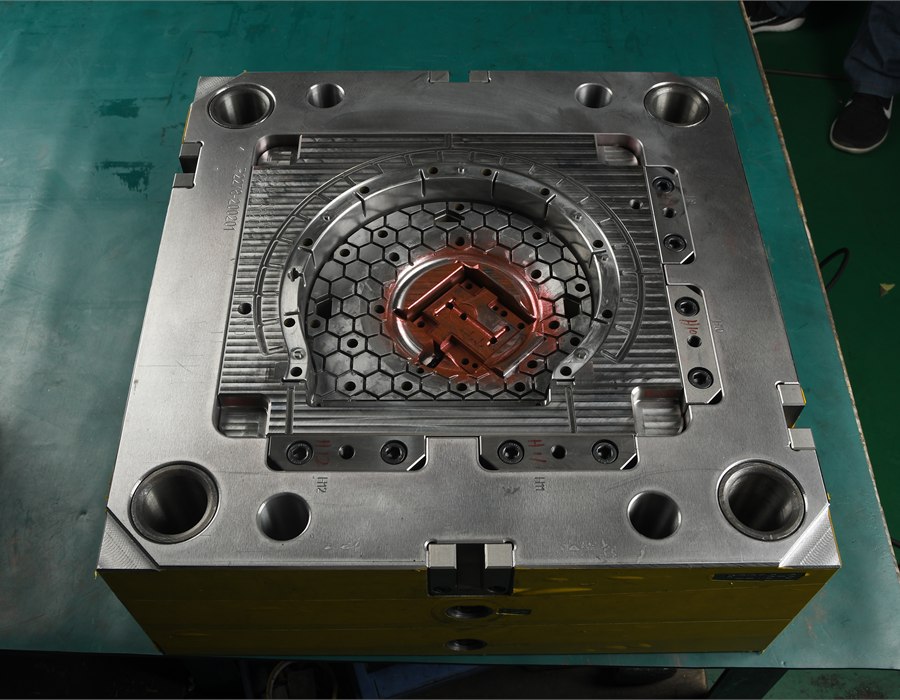
结构设计、CNC/EDM 加工与试模验证
分型、浇口、顶出和冷却方案同步优化
高平面度与表面光洁度

关键尺寸、外观和装配验证
Structure, wall thickness, draft, ribs, bosses and assembly risk checked before tooling.
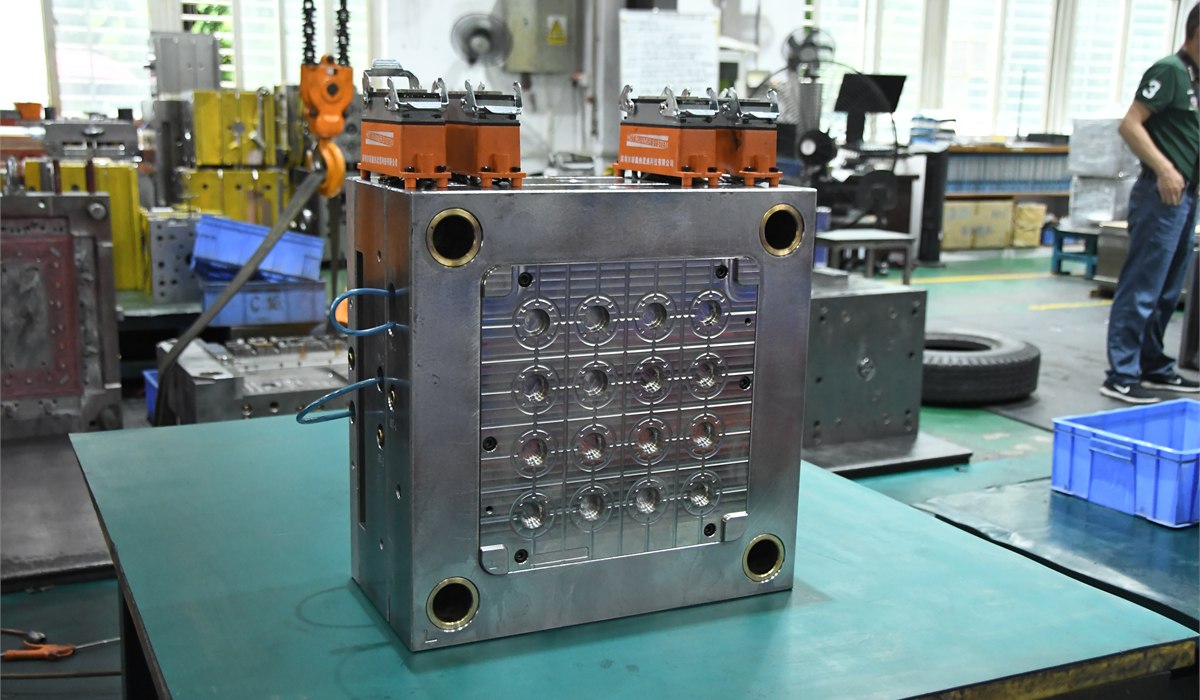
CNC, EDM, wire cutting, fitting, T1 trial and mold correction workflow.
Injection molding machine tonnage range shown for project matching, subject to factory confirmation.
First article, patrol inspection, dimension checks, appearance checks and outgoing inspection.
Anonymized medical, drone, automotive, connector, robotics and appliance projects.
3D/2D drawings, material, annual volume, finish and target lead time speed up evaluation.
Factory Video & Inspection Process
For NDA and customer privacy reasons, public videos are shown as controlled previews. Buyers can request the latest factory video, T1 trial clips and inspection process through WhatsApp before starting a project.
行业应用

外观面、装配间隙与材料安全控制

轻量化外壳与结构覆盖件

智能设备结构件与装配外壳

尺寸一致性与批次追溯
模具设计制造与试模导入
成功案例
Manufacturing Services
For Google and international buyers, these English service pages explain our core manufacturing capabilities with clear product keywords, application links and project examples.
Custom mold tooling, DFM review, CNC/EDM machining, T1 trial and mold optimization for OEM plastic parts.
MoldingPrecision injection molding production for plastic housings, structural parts and functional molded components.
PartsDimensional control, material selection and batch stability for custom molded plastic components.
HousingDrone shells, medical device housings, robot charger housings, appliance shells and equipment enclosures.
